


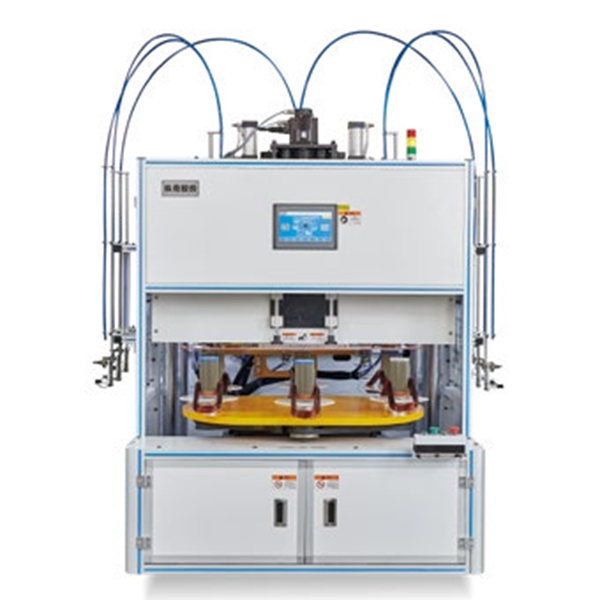
Եռագլուխ վեց կայանով ուղղահայաց փաթաթման մեքենա
Արտադրանքի բնութագրերը
● Եռագլուխ վեց կայան ունեցող ուղղահայաց փաթաթման մեքենա, եռակայան աշխատանքային և եռակայան սպասման համար. հիմնականում հարմար է եռաֆազ շարժիչային կծիկների փաթաթման համար։
● Կայուն աշխատանք, մթնոլորտային տեսք, լիովին բաց դիզայնի կոնցեպտ, հեշտ է վրիպազերծել։
● Այս մեքենան հարմար է բարձր ելքային պահանջներով ստատորի փաթաթման համար. ավտոմատ փաթաթումը, ավտոմատ հատվածի բացթողումը, կամրջային լարերի ավտոմատ մշակումը, ավտոմատ կտրումը և ավտոմատ ինդեքսավորումը կատարվում են հաջորդաբար միաժամանակ։
● Մարդ-մեքենա ինտերֆեյսը կարող է կարգավորել պտույտների քանակը, փաթաթման արագությունը, խորտակման բարձրությունը, խորտակման արագությունը, փաթաթման ուղղությունը, բաժակի անկյունը և այլն։ Փաթաթման լարվածությունը կարգավորելի է, կամրջի գծի մշակումը լիովին սերվոկառավարվող է, իսկ երկարությունը կարող է կարգավորվել կամայականորեն։ Այն ունի անընդհատ և ընդհատ փաթաթման գործառույթներ։
● Ցածր էներգիայի սպառում, բարձր արդյունավետություն, ցածր աղմուկ, երկար ծառայության ժամկետ և հեշտ սպասարկում։

Արտադրանքի պարամետր
| Արտադրանքի համարը | LRX3/6-100 |
| Թռչող պատառաքաղի տրամագիծը | 240-400 մմ |
| Աշխատանքային գլխիկների քանակը | 3 հատ |
| Գործող կայան | 6 կայարան |
| Հարմարեցրեք մետաղալարի տրամագծին | 0.17-1.2 մմ |
| Մագնիսական մետաղալարի նյութ | Պղնձե մետաղալար/ալյումինե մետաղալար/պղնձապատ ալյումինե մետաղալար |
| Կամրջի գծի մշակման ժամանակը | 4S |
| Պտտվող սկավառակի փոխակերպման ժամանակը | 1.5S |
| Կիրառելի շարժիչի բևեռի համարը | 2, 4, 6, 8 |
| Հարմարեցում ստատորի կույտի հաստությանը | 20մմ-120մմ |
| Ստատորի ներքին առավելագույն տրամագիծը | 100 մմ |
| Առավելագույն արագություն | 2600-3000 շրջան/րոպե |
| Օդի ճնշումը | 0.6-0.8 ՄՊԱ |
| Էլեկտրամատակարարում | 380V եռաֆազ չորս լարային համակարգ 50/60Hz |
| Հզորություն | 10 կՎտ |
| Քաշը | 2200 կգ |
| Չափսեր | (Երկարություն) 2170* (Լայնություն) 1500* (Բարձրություն) 2125 մմ |
Հաճախակի տրվող հարցեր
Խնդիր՝ դիաֆրագմայի խնդրի ախտորոշում
Լուծում.
Պատճառ 1. Դետեկտորի վրա անբավարար բացասական ճնշումը կարող է խոչընդոտել սահմանված արժեքին հասնելը և առաջացնել ազդանշանի բացակայություն: Կարգավորեք բացասական ճնշման կարգավորումը համապատասխան մակարդակի:
Պատճառ 2. Դիաֆրագմայի չափը կարող է չհամապատասխանել դիաֆրագմայի ամրակին, ինչը կխանգարի դրա պատշաճ աշխատանքին: Խորհուրդ է տրվում օգտագործել համապատասխան դիաֆրագմա:
Պատճառ 3. Վակուումային փորձարկման ժամանակ օդի արտահոսքը կարող է պայմանավորված լինել դիաֆրագմայի կամ ամրակի տեղադրմամբ: Ճիշտ տեղադրեք դիաֆրագման, մաքրեք ամրակը և համոզվեք, որ ամեն ինչ ճիշտ է տեղադրված:
Պատճառ 4. Խցանված կամ անսարք վակուումային գեներատորները կարող են նվազեցնել ներծծումը և բացասաբար ազդել բացասական ճնշման արժեքների վրա: Մաքրեք գեներատորը՝ խնդիրը լուծելու համար:
Խնդիր. Հնչյունային ֆիլմը առաջ և հետ նվագարկելիս օդային գլանը շարժվում է միայն վերև և ներքև:
Լուծում.
Երբ ձայնային թաղանթը առաջ է շարժվում և նահանջում, գլանային սենսորը հայտնաբերում է ազդանշան: Ստուգեք սենսորի դիրքը և անհրաժեշտության դեպքում կարգավորեք այն: Եթե սենսորը վնասված է, այն պետք է փոխարինվի:
Խնդիր. Դիաֆրագմայի հարմարանքը շարունակում է գրանցել բեռը նույնիսկ առանց դիաֆրագմայի միացման, կամ առանց ահազանգի անընդմեջ երեք դիաֆրագմայի առկայության դեպքում։
Լուծում.
Այս խնդիրը կարող է առաջանալ երկու հնարավոր պատճառով։ Նախ, վակուումային դետեկտորը կարող է չափազանց ցածր դիրքում լինել՝ նյութից եկող ազդանշանը հայտնաբերելու համար։ Այս խնդիրը կարող է լուծվել՝ բացասական ճնշման արժեքը համապատասխան միջակայքում կարգավորելով։ Երկրորդ, վակուումը և գեներատորը կարող են խցանված լինել, ինչը հանգեցնում է անբավարար ճնշման։ Օպտիմալ աշխատանքն ապահովելու համար խորհուրդ է տրվում վակուումային և գեներատորային համակարգերի պարբերաբար մաքրում։




